

 The Rawhide Energy Station and Hamilton Reservoir
The Rawhide Energy Station and Hamilton ReservoirOn March 4th, 2008, a group made up of members from the Northern Colorado Clean Energy Network and the Northern Colorado Renewable Energy Society toured the Rawhide Energy Station. It was the third of our ‘Energy Reality Tour’ series. Previous tours have included the Ponnequin Wind Farm and Front Range Energy ethanol plant.
You may wonder why organizations focused on clean and renewable energy would want to visit a fossil-fuel burning plant, but I can assure you that visiting an operating power plant gives one plenty to contemplate in terms of energy generation on a utility scale. Whenever someone proposes a solution to global warming with a renewable energy technology, it helps to get a dose of reality by seeing firsthand what it is that we would need to replace.
The Rawhide Energy Station is located 26 miles north of Fort Collins, CO. It was built over a 4.5 year period during the early 1980s and started generating power on March 31, 1984. It has a 274-megawatt coal-fired steam turbine for the base load and 4 gas turbines capable of generating 260 megawatts for backup of the steam turbine and for supporting peak loads during the summer time when electricity demand is high. It uses approximately 4000 tons of low sulfur coal per day. Rawhide is one of the cleanest coal-fired power plants in the nation and generally ranks in the top 5 of the cleanest plants in the U.S. in terms of sulfur dioxide emissions.
The Rawhide Energy Station is owned and operated by the Platte River Power Authority, a community-owned utility that provides electric service to the cities of Fort Collins, Loveland, Longmont, and Estes Park. In addition to full ownership of the Rawhide plant, the PRPA owns an interest in a coal-fired plant in Craig, CO. It also owns 10 wind turbines near Medicine Bow, WY and purchases hydroelectric power from federally owned facilities in Colorado, Wyoming, and New Mexico. Hydroelectric power accounts for approximately 20% of the power distributed by the PRPA.
The plant is situated on a 4000 acre site that includes a 500-acre, 5 billion gallon reservoir that is used for cooling and recondensing the steam. This reservoir maintains a temperature of approximately 70F year round and is home to numerous waterfowl. Another unique feature of the site is that it has its own bison herd. The plant employs approximately 100 full time employees and is staffed around the clock, 365 days a year.
The coal is delivered to the plant by rail from the Antelope mine in the Powder River Basin region in Wyoming, which is about 200 miles to the north. PRB coal has a very low sulfur content and an energy content of 8850 BTU/lb. The ‘heat rate’ or thermal conversion efficiency on the coal in this plant is 10,200 BTU/kWh which translates to about 33% thermal efficiency. When the steam turbine is producing its nominal output of 297 MW, about 23 MW is used to run the plant and the rest (274 MW) is sent to the grid. The cost of coal per BTU is very low for PRB coal, about $.84/MBTU (using a price of $15/ton which is the historical average for PRB coal). I should also include the coal’s transportation cost, which, on average, doubles the effective price for a PRB coal customer. However, that assumes a much longer journey than the relatively short 200 mile distance to Colorado. Since the coal transportation cost by rail is just under $.02/ton-mile, transportation fees would increase the cost by about $4/ton or about 25%. To put that in perspective, the current cost of natural gas at the plant is $9.33/MBTU. The gas turbines have lower thermal efficiency, also called the ‘heat rate’, than the coal-fired steam turbine, requiring about 13,400 BTU/kWh. This means that the fuel cost for a natural gas turbine is 11 times as much per kWh as coal at this plant. That is, it requires $.011 of coal per kWh vs. $.126 of natural gas per kWh. I had to calculate this number several times to make sure it was correct, but I’m quite sure I had written down the gas turbine ‘heat rate’ correctly. This means that the fuel cost for every kWh of gas-fired power generated is nearly twice as expensive as the Fort Collins average of around $.07/kWh electricity retail rate. They were not running the gas turbines when we visited, but had the coal-steam turbine operating at full capacity. When there is such a disparity in fuel costs, it’s no wonder that the gas turbines are only brought on-line when necessary. It also illustrates just how inexpensive coal is in comparison to other fuels.
I should mention a few more details about thermal efficiency. If a process had a 100% thermal efficiency, it would require 3412 BTUs of heat to produce 1 kWh of electricity. A gas turbine typically has a similar efficiency to a steam turbine, about 10,000 BTU/kWh which translates to about 34% thermal efficiency. If you can use a combined cycle to further recover the heat from the gas turbine’s exhaust and run a steam turbine with it, you can get between 50-60% thermal efficiency from the natural gas, making it better, but still much less economical than coal, costing about 5 or 6 times as much as coal per kWh for the fuel. Also, if you plan to run a combined cycle, then it’s not practical to take advantage of one of the primary benefits of a gas turbine which is that it’s easy to bring on line and shut down when not needed. A boiler system and steam turbine require much more time to be brought on line than a gas turbine (hours vs. minutes) so when running a combined cycle, it’s better to keep everything running continuously. For comparison’s sake, the $15/ton price for PRB coal is quite inexpensive, about 30% of the average for coal mines in the central and eastern U.S. coal regions on a cost/BTU basis. Its low price combined with low sulfur content helps explain why Wyoming coal is so popular with electric utilities, accounting for 38% of all coal mined in the U.S..
The coal is stored outside the plant surrounded by a series of earthen berms and is large enough to hold a 90-day supply of coal. It is sprayed with a surfactant to keep the dust from blowing off the piles of coal. Having grown up within 300 yards of an anthracite coal breaker in Pennsylvania, I can attest to how hard it is to deal with coal dust in an environment where coal is stored or moved, yet despite the wind blowing in excess of 25 mph during our visit, we saw no coal dust blowing around the facility.
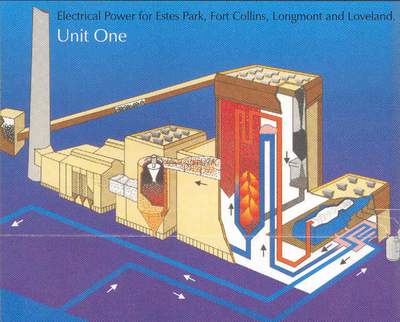
Pictorial of the Rawhide Energy Station inner workings
From the storage area, the coal is delivered by conveyor to 4 mills which pulverize the coal into a powder with the consistency of talc. After milling, the coal is blown into the boiler where it is ignited and heats up the inside of the boiler to 2800F. The inside of the boiler is lined with steel pipes that are part of the closed-cycle steam system. The water inside this closed system must be purified so that it doesn’t ‘plate out’ on the inside of the pipes or otherwise damage the turbine. The water circulates through this system at the rate of 3800 gallons/min. When the steam in the boiler achieves a temperature of 1000F and a pressure of 1890 psi, it is sent to the high pressure stage of a 3-stage turbine. From the high pressure stage, it makes a trip back to the boiler to pick up some more heat before it is fed into the turbine’s intermediate pressure stage. From there it goes to the turbine’s low pressure stage. After that, the steam is re-condensed, using a heat exchanger and water from the reservoir. The reservoir water is not part of the closed system. It circulates into the heat exchanger at the rate of 196,000 gallons per minute. The water temperature of the cooling water is raised 15 degrees in the process of cooling down the steam. Although that rate of flow is impressive, it would take about 18 days for all the water in the reservoir to circulate through the heat exchanger.
All three steam turbine sections are connected to the same shaft that runs the generator. The Westinghouse generator has a rating of 24,000V and 8068A and feeds a transformer to step up its 3-phase output to 230KV for transmission to the grid.
The steam turbine and generator reside in a large room with an overhead crane and are contained in a very large structure called a ‘dog house’ to help keep down the noise. While in this room, it was hard to believe that we were standing just a few feet of a prime mover that was outputting nearly 400,000 horsepower. The room seemed much larger than it needed to be, almost like a large aircraft hangar, and our tour guide explained that this was because it was necessary to dismantle the turbine and generator every 3 years for preventative maintenance and all the floor space was needed to arrange the parts during this process. They generally try to schedule these maintenance operations for spring or fall when peak electrical demand is much lower than the summer or winter months. When the coal-fired turbine is down, the electricity can either be generated with natural gas or purchase from other providers to make up for the loss of the generating capacity.
The coal portion of this plant is enormous, requiring a 16-story building just to house the pulverizing mills and boiler along with portions of the process that are designed to clean the resulting exhaust. The exhaust from the boiler is first run through a scrubber, where the nitric and sulfur oxides are removed by combining them with calcium carbonate to form gypsum. From there the exhaust moves on the ‘bag room’. In the bag room are a series 6576 filter bags 12” in diameter and 34 feet in length that all exhaust must pass through which removes 99.7% of the particulates. These Teflon-coated fiberglass bags are continually cleaned to remove the fly ash which is collected buried on site. Some of the fly ash is also used in the cement block industry. About 5% of the coal by weight is turned into ash and there is a landfill on the site large enough to completely store all of the ash generated by the plant through its design life.
A mercury monitoring system was installed recently and the plan is to remove 80% of the mercury emissions by 2012 and 90% of it by 2018. This was done not to comply with regulations, but rather on a voluntary basis. Rawhide is only one of two plants in the state to voluntarily install mercury monitoring equipment.
Seeing power generated on a utility scale is a bit daunting. You quickly realize how much time, effort, and expertise has gone into building our nation’s electrical generating systems and how absolutely dependent we have become on them. As we begin to hear more and more about renewable energy, it’s important to recognize that the challenge is not just about matching the overall capacity, but also the reliability and availability of the fossil fuel generating systems they’d eventually replace.
I got many positive comments from the other tour attendees regarding the friendliness and professionalism of the PRPA staff. They really went out of their way to make us feel welcome and to answer the numerous questions from our group. I’d especially like to thank Jon Little, John Bleem, Brian Frisbie, and Pete Ungerman for their part in setting up and hosting our group for the tour. They all went above and beyond the call of duty to make the tour as enjoyable as it was informative.
How much mercury is released into the atmosphere in a year from Rawhide Power Plant?
The Rawhide plant ranks in the top 10 cleanest coal plants in the nation for having low emissions due to its bag room filtering system. As mentioned in the trip report (which took place in 2008) they had already installed mercury monitoring equipment and were planning to implement a process to further reduce mercury emissions. According to this recent blog article, they have since added a mercury collection system to keep ahead of the EPAs requirement to reduce mercury emissions by 80% in 2012. Powder River coal contains about .08 ppm of mercury so 4000 tons (the plant’s daily burn) would contain about .64 lbs of mercury. Over the course of a year, this would potentially cause 233 lbs. of mercury to be emitted, assuming they did no scrubbing. As of 2002, Rawhide was ranked 286 out of 337 plants monitored on mercury emissions of 27kg (59 lbs) annually so the scrubbing that was in place at that time captured 75% of mercury emissions . According to this 2008 report, apparently compiled by an industry watchdog group, Rawhide reported 63 lbs of mercury emissions in 2007 and 2008. Assuming that the newly installed activated carbon systems are now operating, and 80% further reduction in mercury emissions is achieved, the output should fall to less than 13 lbs annually. Considering that some of the plants are emitting more than 1000 lbs of mercury annually according to those reports, Rawhide is doing a very good job at minimizing its emissions.
Can you verify the source or how you determined the rail distance of 200 miles between Antelope Mine and Rawhide Station?
Thanks
I am pretty sure I estimated the distance with Google Earth. The Antelope Mine in WY is at 43.48528,-105.3594 and the Rawhide Station is at 40.86, -105.028. As the crow flies, it’s 181 miles, so I figured it would be about 200 miles by rail. If you had to drive on roads, it would be 220 miles: So it wasn’t too scientific, but I figured it was within 10% of being accurate.